Modifying a Milling Cutter for More Clearance
Copyright 2009 by James P. Riser
This is the problem that I want to avoid  This buildup of wax is caused by the cutter shaft rubbing
on the wax being machined. The wax heats up and sticks to the
cutter shaft. This web page demonstrates how I solve this problem
by grinding some cutter clearance.
The first things to remember are that the solid carbide
cutters are hard and brittle. They must be carefully and gently
ground with a diamond wheel. In this example I am using .060"
ball cutters with a 1/8" shaft diameter. They will be used
for a project on my Roland MDX-20 which requires a lot of side
clearance.
This buildup of wax is caused by the cutter shaft rubbing
on the wax being machined. The wax heats up and sticks to the
cutter shaft. This web page demonstrates how I solve this problem
by grinding some cutter clearance.
The first things to remember are that the solid carbide
cutters are hard and brittle. They must be carefully and gently
ground with a diamond wheel. In this example I am using .060"
ball cutters with a 1/8" shaft diameter. They will be used
for a project on my Roland MDX-20 which requires a lot of side
clearance.
 This is what a standard extended length cutter
and a regular length cutter look like.
My goal is to create my own extended length cutter
from a cheaper and on-hand regular length cutter. Being able to
do so will allow me to avoid having to order a special cutter
and waiting for its arrival. I detest down time.
To do so I will be using my Gorton 375 cutter grinder.
This grinder was originally made for grinding single lip cutters
and end mills. It will work well for this task. Yes, I grind outside
- due to flying grit.
This is what a standard extended length cutter
and a regular length cutter look like.
My goal is to create my own extended length cutter
from a cheaper and on-hand regular length cutter. Being able to
do so will allow me to avoid having to order a special cutter
and waiting for its arrival. I detest down time.
To do so I will be using my Gorton 375 cutter grinder.
This grinder was originally made for grinding single lip cutters
and end mills. It will work well for this task. Yes, I grind outside
- due to flying grit.
 This grinder allows
precise angle/feed control.
This grinder allows
precise angle/feed control. 
 The collet and
mounted cutter.
The collet and
mounted cutter. 
 The wheel is a
diamond impregnated wheel for carbide grinding.
The cutter is positioned ready for grinding.
The wheel is a
diamond impregnated wheel for carbide grinding.
The cutter is positioned ready for grinding.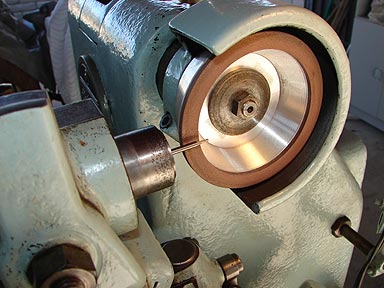 The grinding begins...
The grinding begins...



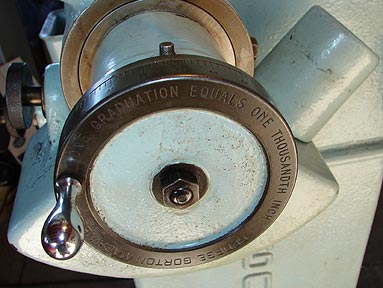 The feed into the grinding wheel
is controlled by this handle.
The feed into the grinding wheel
is controlled by this handle.
 Almost there and
done.
Almost there and
done.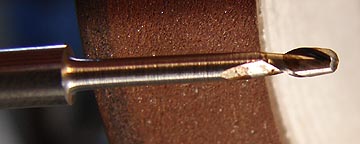 The goal was to get the shaft just slightly smaller
in diameter than the .060" ball end.
The reading on the dial was noted.
The goal was to get the shaft just slightly smaller
in diameter than the .060" ball end.
The reading on the dial was noted.  Being greedy, I wanted even more clearance.
Being greedy, I wanted even more clearance. 
 To squeeze out
all of the clearance possible, I set the angle to 10 degrees.
To squeeze out
all of the clearance possible, I set the angle to 10 degrees.
 This allowed a
bevel and additional clearance.
This allowed a
bevel and additional clearance. 
 The top cutter is
the one that I just ground.
The bottom cutter is as bought new.
This technique will certainly meet my needs.
Too often I have needed a special cutter on a weekend
when one could not even be ordered. Too often I have needed a
cutter with just a bit more clearance. This technique solves both
of these problems.
This same technique may be used with a watchmakers
lathe having a milling or grinding attachment.
The top cutter is
the one that I just ground.
The bottom cutter is as bought new.
This technique will certainly meet my needs.
Too often I have needed a special cutter on a weekend
when one could not even be ordered. Too often I have needed a
cutter with just a bit more clearance. This technique solves both
of these problems.
This same technique may be used with a watchmakers
lathe having a milling or grinding attachment.