
Making A Custom Form Tool
Copyright 2009 by James
P. Riser
For a special project that I wanted to make, I decided
to use a custom form tool for the machining. Basically form tools
are made in two types: dovetail or straight and circular. I chose
to use a circular type for ease of making.
The advantage of form tools is that they may be resharpened
repeatedly without altering the desired contours of the tool.
This web page documents how I made one form tool to
be used on my small turret lathe - shown below.
 It all began with cutting off a length of O-1 tool
steel 2" in diameter.
It all began with cutting off a length of O-1 tool
steel 2" in diameter.

 The blanks and
the collet used for turning.
The blank of 2" tool steel is first drilled then
bored to the required size for a tight fit.
The blanks and
the collet used for turning.
The blank of 2" tool steel is first drilled then
bored to the required size for a tight fit.




 The blank was next
slid onto the tool holder bolt.
After mounting this assembly in my Sheldon lathe, the
form cutter was turned to shape.
The blank was next
slid onto the tool holder bolt.
After mounting this assembly in my Sheldon lathe, the
form cutter was turned to shape.


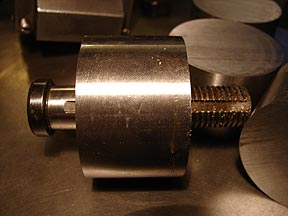
 This is the tool after turning.
This is the tool after turning. 
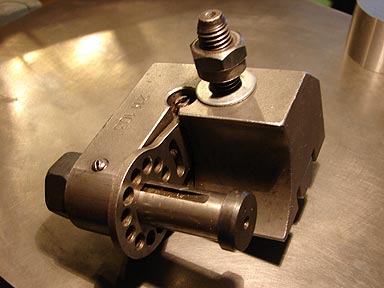 It gets held in
this form tool holder.
The holes are for positioning an index pin in the cutter.
The cutter was marked for drilling.
It gets held in
this form tool holder.
The holes are for positioning an index pin in the cutter.
The cutter was marked for drilling.
 The hole for the index pin was drilled next.
The hole for the index pin was drilled next. 
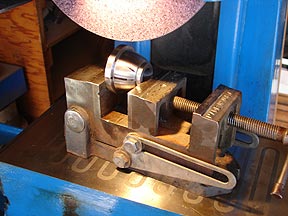
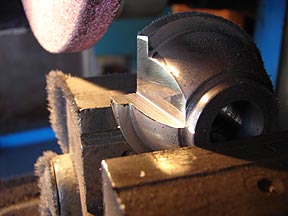
 The cutter was
marked for grinding.
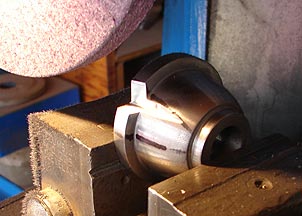
The grinding was done on my surface grinder.
The cutter was
marked for grinding.
The grinding was done on my surface grinder.
 The heat treating
oven and tongs.
The heat treating
oven and tongs. 
 The oil for quenching.
The oil for quenching. 
 The toaster oven
preheated for tempering.
Heat treating was done in the oven with no control
of the atmosphere.
The toaster oven
preheated for tempering.
Heat treating was done in the oven with no control
of the atmosphere.
 Oxide formed on
the cutting tool.
The oxide built up rather thick.
Oxide formed on
the cutting tool.
The oxide built up rather thick. 
 After soaking,
the cutter was quenched in the oil.
Most of the oxide flaked off as soon as the red hot
steel hit the oil.
After soaking,
the cutter was quenched in the oil.
Most of the oxide flaked off as soon as the red hot
steel hit the oil.
 The cutter was next tempered in the toaster oven.
The cutter was next tempered in the toaster oven.

 The tool after
tempering.
The residule scale was removed with a green scouring
pad.
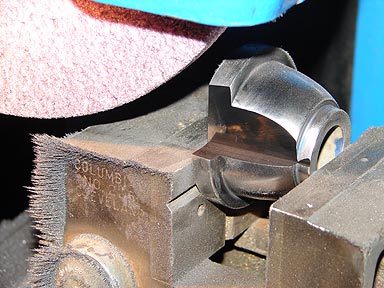
The final grind (sharpening) was again done on the
surface grinder.
The tool after
tempering.
The residule scale was removed with a green scouring
pad.
The final grind (sharpening) was again done on the
surface grinder.
 The finished tool after sharpening and cleaning.
The finished tool after sharpening and cleaning. 
 The tool ready
to mount (index pin has been installed).
The completed form cutter mounted on the holder.
The tool ready
to mount (index pin has been installed).
The completed form cutter mounted on the holder.
 The cutter angle
is fine tuned with a screw driver.
The cutter angle
is fine tuned with a screw driver.
 The cutter in use
on a 1" brass bar.
Cutting off on the turret lathe.
The cutter in use
on a 1" brass bar.
Cutting off on the turret lathe.

 The last step was to engrave the finished weight.
The last step was to engrave the finished weight.



 The completed weight.
The form tool size and shape allow making identical
weights as required.
The completed weight.
The form tool size and shape allow making identical
weights as required.