
The Various Steps in Making
the Special Coin
For the Riser/Loomis Micro Chop
Cup
Copyright 2002 by James P. Riser
 Ordinarily
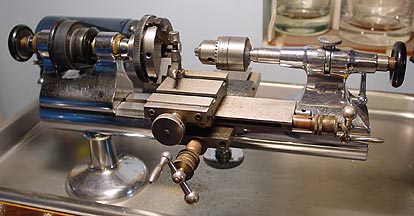
I would make these coins on my much larger Elgin industrial lathe
with much more power. The lathe to be used in making the example
gimmicked coin is a vintage watchmaker's lathe which I have converted
to two step variable speed with a much larger than normal DC motor.
I like to use this high accuracy lathe for creating prototypes.
It has a wide range of accessories
for various ultra-precision machining tasks.
It is shown here with a three
jaw scroll chuck, three way cross slide, and a drill chuck in
position.
These relatively less accurate
chucks will not be used for coin work.
Ordinarily
I would make these coins on my much larger Elgin industrial lathe
with much more power. The lathe to be used in making the example
gimmicked coin is a vintage watchmaker's lathe which I have converted
to two step variable speed with a much larger than normal DC motor.
I like to use this high accuracy lathe for creating prototypes.
It has a wide range of accessories
for various ultra-precision machining tasks.
It is shown here with a three
jaw scroll chuck, three way cross slide, and a drill chuck in
position.
These relatively less accurate
chucks will not be used for coin work.
 The tailstock is removed from
the lathe and the scroll chuck is removed from the headstock spindle.
Shown here is the headstock modified
for two speed steps and the completely variable speed DC motor.
A specially made collet will
be used to grip the coin for machining.
The coin to be made is a Sacagewea
dollar with a steel shim and plain copper "tails" side.
This is the special collet with
a recess machined into it for holding the coin.
The tailstock is removed from
the lathe and the scroll chuck is removed from the headstock spindle.
Shown here is the headstock modified
for two speed steps and the completely variable speed DC motor.
A specially made collet will
be used to grip the coin for machining.
The coin to be made is a Sacagewea
dollar with a steel shim and plain copper "tails" side.
This is the special collet with
a recess machined into it for holding the coin. 
 The coin is mounted in this collet with the "tails"
side out.
The coin is mounted in this collet with the "tails"
side out.  The motor is set to an appropriate
speed and the machining begins.
The motor is set to an appropriate
speed and the machining begins. 
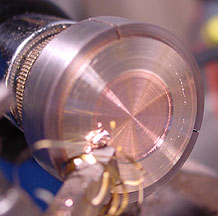 The thickness is reduced and a depression is machined to hold
the steel shim.
The thickness is reduced and a depression is machined to hold
the steel shim.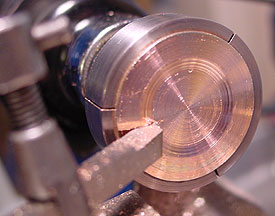 Accurate measurements are taken
often as the machining is done.
Accurate measurements are taken
often as the machining is done.
 A strip of steel is sheared from a sheet of .020" thick steel.
A strip of steel is sheared from a sheet of .020" thick steel.
 This steel strip is too thick
for the required shim.....
This steel strip is too thick
for the required shim.....
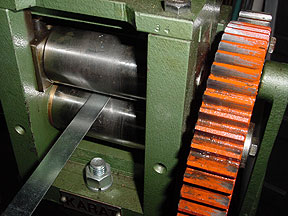 ....so it is rolled until it is only .005" thick.
The top strip is the thicker
steel and the bottom strip is the rolled shim steel.
....so it is rolled until it is only .005" thick.
The top strip is the thicker
steel and the bottom strip is the rolled shim steel. 
 This shim steel is cut to size with a scissors.
Copper (and nickel silver - for
other coins) discs are punched out ready to be flattened.
This shim steel is cut to size with a scissors.
Copper (and nickel silver - for
other coins) discs are punched out ready to be flattened.
 The discs are flattened with a stamping tool.
The discs are flattened with a stamping tool.  Industrial grade high-tech adhesive
is placed into the depression.
Industrial grade high-tech adhesive
is placed into the depression. 
 The steel shim is set in to position.
Additional adhesive is applied
for securing the flattened copper disc to the back of the coin.
The steel shim is set in to position.
Additional adhesive is applied
for securing the flattened copper disc to the back of the coin.

 Things are clamped until fully set.
The copper disc is slightly oversized
and will require trimming on the lathe.
Things are clamped until fully set.
The copper disc is slightly oversized
and will require trimming on the lathe. 
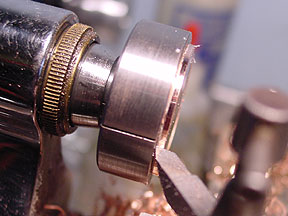 The coin is rechucked in the collet for precision edge trimming.
The copper is surfaced for proper
coin thickness and for flatness.
The coin is rechucked in the collet for precision edge trimming.
The copper is surfaced for proper
coin thickness and for flatness. 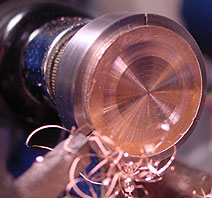
 The
surface is smoothed with emery cloth and oil.
The copper will now have this
appearance.
The
surface is smoothed with emery cloth and oil.
The copper will now have this
appearance. 
 This
copper surface is power wire brushed to look like the inside cup
bottom.
This
copper surface is power wire brushed to look like the inside cup
bottom. 
 The coin edge is micro grit smoothed and buffed.
The coin edge is micro grit smoothed and buffed. 
 Shown
here are copper faced and nickel silver faced coins.
Shown
here are copper faced and nickel silver faced coins.  Here are a few additional views.
Here are a few additional views.




 A DeLuxe Copper James Riser/Dennis
Loomis Micro Chop Cup as used for coin work.
A DeLuxe Copper James Riser/Dennis
Loomis Micro Chop Cup as used for coin work. 
 The special coin to be used with the Riser/Loomis Micro Chop Cup
as it is shipped.
Click
here for imformation on these cups.
The special coin to be used with the Riser/Loomis Micro Chop Cup
as it is shipped.
Click
here for imformation on these cups.