Getting Started with a Gorton Grinder
Copyright 2009 by James
P. Riser
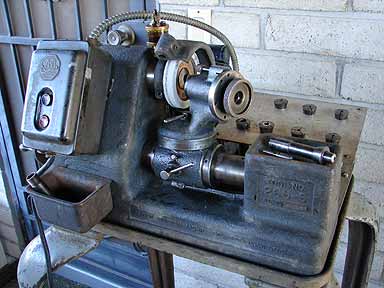
The Gorton 265 grinder is a fairly small but very massive
unit. They are built to last several lifetimes. On this page I
shall briefly describe the process I use for grinding a cutter
for engraving using my restored Gorton 3U pantograph. I will assume
that the reader has a grinder to refer to as I describe the steps
that I use.
The grinder looks like this. There is an arbor with
a mounted grinding wheel and a swinging/angle adjustable holder
to control the grinding.
In addition to swing back and forth, the adjustable
tool holder can be moved left and right.
The motor is securely mounted behind the grinder itself.
 The cutter that
I am describing will look like this when done.
The cutter that
I am describing will look like this when done.
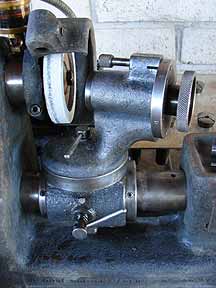 The angle on the
pivoting tool holder is adjustable.
The angle on the
pivoting tool holder is adjustable.
 The rotation of
the tool holder spindle may be locked with the sliding pin.
The rotation of
the tool holder spindle may be locked with the sliding pin.
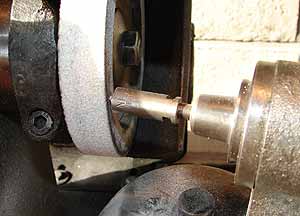
 The cutter to be ground is rough ground freehand on
a regular bench grinder.
It is not quite ground half way through the HSS.
After this grinding, it is mounted in the appropriate
4NS collet of the tool holder.
The cutter to be ground is rough ground freehand on
a regular bench grinder.
It is not quite ground half way through the HSS.
After this grinding, it is mounted in the appropriate
4NS collet of the tool holder.

 The angle of the
tool holder is set to "0" degrees and
the rough grind is cleaned up and trued on the Gorton
265.
When tightening the collet, turn the ground flat towards
the grinding wheel and lock with the sliding pin.
Before doing this, I dressed the grinding wheel to
run absolutely true.
With my grinder I have two ways to hold the diamond
tipped dressing tool.
The angle of the
tool holder is set to "0" degrees and
the rough grind is cleaned up and trued on the Gorton
265.
When tightening the collet, turn the ground flat towards
the grinding wheel and lock with the sliding pin.
Before doing this, I dressed the grinding wheel to
run absolutely true.
With my grinder I have two ways to hold the diamond
tipped dressing tool.
 I can either use
a regular collet or an internal tapered collet.
The special collet and tapered dressing tool look like
this.
I can either use
a regular collet or an internal tapered collet.
The special collet and tapered dressing tool look like
this.  This internal tapered collet can also be used for holding
tapered shank cutters for grinding, as well as, the diamond dresser.
This internal tapered collet can also be used for holding
tapered shank cutters for grinding, as well as, the diamond dresser.
 The
taper may be seen here.
Together the collet and dressing tool look like this.
The
taper may be seen here.
Together the collet and dressing tool look like this.
 These internal tapered collets may easily be made with
a lathe, mill, and special tapered tool (ground on the grinder
itself).
These internal tapered collets may easily be made with
a lathe, mill, and special tapered tool (ground on the grinder
itself).
 The angle is adjusted
as needed...
The angle is adjusted
as needed... 
 During and after
dressing.
During and after
dressing. 
 After dressing
the wheel, the rough grind of the cutter is trued.
At this stage, I further grind, the cutter; but still
not quite going to the half way through point yet. This is critical!
For this cutter I next set the angle to 30 degrees.
After dressing
the wheel, the rough grind of the cutter is trued.
At this stage, I further grind, the cutter; but still
not quite going to the half way through point yet. This is critical!
For this cutter I next set the angle to 30 degrees.
 The tool holder
is rocked back and forth while bringing it in contact with the
grinding wheel.
Go gently here.
The tool holder
is rocked back and forth while bringing it in contact with the
grinding wheel.
Go gently here.

 The cutter should be ground so as to
form a series of flats forming a point.
The cutter should be ground so as to
form a series of flats forming a point.
 Two additional
views.
Two additional
views. 
 Things should now
look like this.
Things should now
look like this.  Now is a good time to fine tune the halfway through
grind on the cutter.
Now is a good time to fine tune the halfway through
grind on the cutter.
 Notice that the cutter has not quite been ground half
way.
This needs to be corrected.
Set the angle to "0" degrees again and finish
the halfway grind.
It is better to not quite reach half way through than
to grind past the center line. If you go past the center line,
the cutter will not work correctly. Be gentle and use a good lens
to examine your progress.
Clearance will next be ground on the new cutter.
Notice that the cutter has not quite been ground half
way.
This needs to be corrected.
Set the angle to "0" degrees again and finish
the halfway grind.
It is better to not quite reach half way through than
to grind past the center line. If you go past the center line,
the cutter will not work correctly. Be gentle and use a good lens
to examine your progress.
Clearance will next be ground on the new cutter.
 I like to set the
angle to 25 degrees for this.
I like to start the clearance grind opposite the flat
on the cutter.
I like to set the
angle to 25 degrees for this.
I like to start the clearance grind opposite the flat
on the cutter. 
 As before, grind
a series of flats but do NOT grind clear to the cutting
edge.
To avoid accidently grinding the cutting edge off,
rotate the cutter so that the edge never gets ground.
As before, grind
a series of flats but do NOT grind clear to the cutting
edge.
To avoid accidently grinding the cutting edge off,
rotate the cutter so that the edge never gets ground. 
 The cutting edge
is toward the viewer here.
The cutting edge
is toward the viewer here.  Looking directly at the flat, the cutting edge is at
the bottom here.
Looking directly at the flat, the cutting edge is at
the bottom here.
 Two additional
views showing how things should look.
Two additional
views showing how things should look. Note that the clearance has been ground smooth by rotating
the cutter to eliminate the many small facets.
If the cutter were to be used for engraving in this
delicate state, the point would soon break off. Therefore, the
tip must be slightly "flatened".
Note that the clearance has been ground smooth by rotating
the cutter to eliminate the many small facets.
If the cutter were to be used for engraving in this
delicate state, the point would soon break off. Therefore, the
tip must be slightly "flatened".
 Notice the angle
(3 degrees or so) on the fine diamond "stone"
Notice the angle
(3 degrees or so) on the fine diamond "stone" The leading edge of the tip must be longer than the
trailing edge. This "flat" is very small.
Here is the finished
cutter.
The leading edge of the tip must be longer than the
trailing edge. This "flat" is very small.
Here is the finished
cutter.
There are a number of grinding wheels readily available for
this grinder. I prefer cup wheels for most jobs like the one just
shown.
 Ruby wheels are
nice for grinding steels.
Green wheels will grind carbide.
Ruby wheels are
nice for grinding steels.
Green wheels will grind carbide.  Some cup wheels will have straight sides.
Some cup wheels will have straight sides. 
 For ultra fine
finishes and carbide, diamond wheels are available.
For ultra fine
finishes and carbide, diamond wheels are available.
Click here to see images of
my Gorton 375-2 grinder.
Click here to go to my Gorton
3U restoration pages.